MMBTH69LT1
Overview
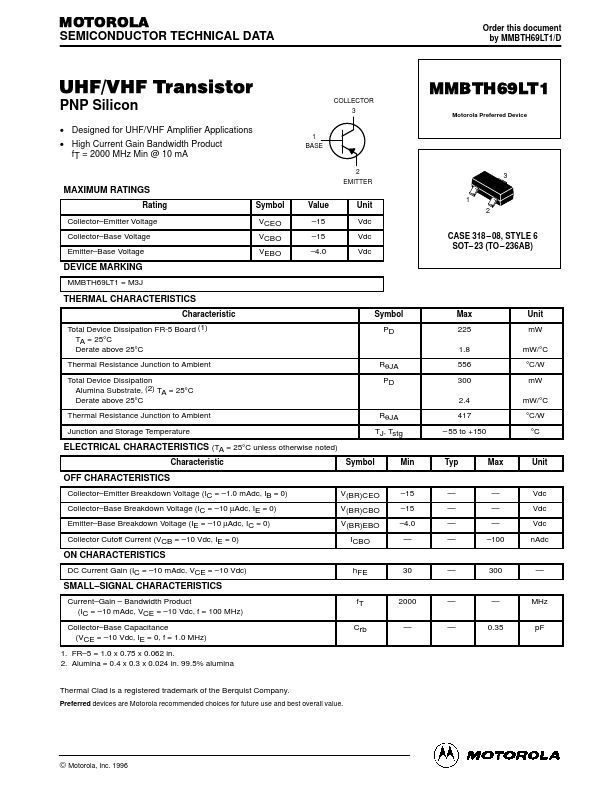
MOTOROLA SEMICONDUCTOR TECHNICAL DATA Order this document by MMBTH69LT1/D UHF/VHF Transistor MMBTH69LT1 COLLECTOR 3 1 BASE 2 EMITTER Motorola Preferred Device PNP Silicon • Designed for UHF/VHF A...
| Part | MMBTH69LT1 |
|---|---|
| Description | UHF/VHF Transistor |
| Category | Transistor |
| Manufacturer | Motorola Semiconductor |
| Size | 74.49 KB |
MOTOROLA SEMICONDUCTOR TECHNICAL DATA Order this document by MMBTH69LT1/D UHF/VHF Transistor MMBTH69LT1 COLLECTOR 3 1 BASE 2 EMITTER Motorola Preferred Device PNP Silicon • Designed for UHF/VHF A...
| Part Number | Manufacturer | Description |
|---|---|---|
| BDT88 | Inchange Semiconductor | Silicon PNP Power Transistor |
| KD333 | Tesla Elektronicke | Transistor |
| C828 | SEMTECH | NPN Silicon Transistor |